歡迎光臨泰州市宴云不銹鋼制品有限公司官方網站!

全國咨詢熱線
158-610-61122
歡迎光臨泰州市宴云不銹鋼制品有限公司官方網站!
全國咨詢熱線
158-610-61122

手機:15861061122(王總)
電話:0523-83773616
網址:www.chuangweihui.cn
地址: 興化市戴南鎮張帥路北側
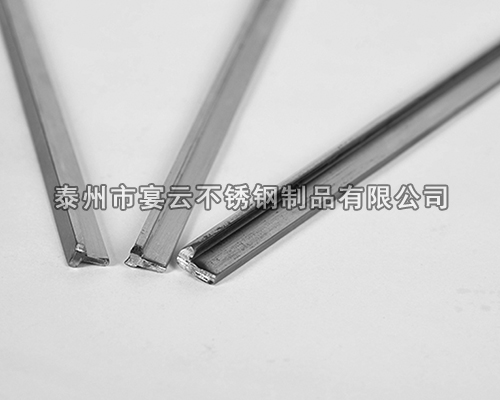
不銹鋼的加工性能:1 不銹鋼切削時塑形大、韌性高,切削時消耗能量大,切削溫度高。不銹鋼導熱率低,303不銹鋼散熱不好易形成刀具高溫;不銹鋼粘結凝焊性強,切削過程中易形成積屑瘤;不銹鋼加工硬化傾向強,切削表面易形成硬化層;不銹鋼不易斷屑,切削過程中易堵塞,影響加工表面的光潔。2 不銹鋼切削刀具:前角,前角不易太大,一般取12--30°;前面,前面磨月牙形導屑槽可改善切削條件;后角,對硬質合金車刀,后角應為6--10°,對高速鋼車刀,后角應為8--12°;主偏角60--75°;副偏角,應為8--20°;在粗車時應大于零,在精車時應小于零;不銹鋼價格刀尖半徑,一般為0.2--0.8mm。3 不銹鋼切削中的冷卻潤滑:采用冷卻潤滑性能較好的潤滑液,如硫化油、極壓乳化油、錠子油、油酸或植物油等。
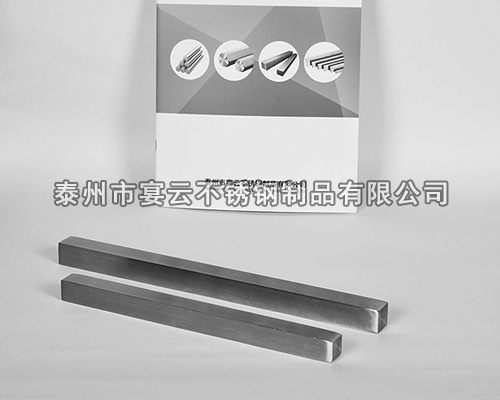
某些不銹鋼棒材淬火構成過飽和固溶體后,將其置于室溫或稍高的恰當溫度下堅持較長時刻,以進步合金的硬度、強度或電性磁性等。不銹鋼價格這樣的熱處置工藝稱為時效處置。把壓力加工形變與熱處置有用而嚴密地結合起來進行,使工件取得很好的強度、耐性合作的辦法稱為形變熱處置;在負壓氣氛或真空中進行的熱處置稱為真空熱處置,它不僅能使工件不氧化,不脫碳,堅持處置后工件外表光潔,303不銹鋼進步工件的功能,還能夠通入滲劑進行化學熱處置。外表熱處置是只加熱工件表層,以改動其表層力學功能的金屬熱處置工藝。
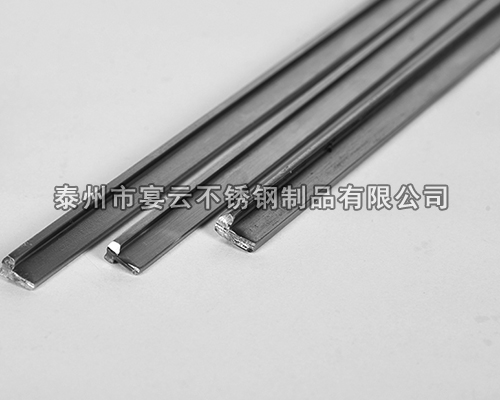
不銹鋼棒材在生產過程中都會出現各種技術難題,尤其對于熱處理技術,不銹鋼棒材更加重視,需要先進的熱處理技術來保證不銹鋼棒材質量。過去不銹鋼棒材的熱處理都是離線進行,隨著科學的發展,現代不銹鋼棒材熱處理也較多采用在線進行。303不銹鋼生產棒材時,對奧氏體不銹鋼而言,由于不易產生冷裂和自點,軋后可空冷或堆冷,或者在飛剪前設穿水冷卻裝置以實現余熱淬火;可以對奧氏體不銹鋼棒材進行水淬,而不要水淬的品種則直接進入冷床,該冷床還可以裝備絕熱罩,可使軋件延遲冷卻,在罩上絕熱罩進行延遲冷卻時,不銹鋼價格其冷卻速度相當自然冷卻速度的一半,較低的冷卻速度對確保不銹鋼棒材的滯后脆性裂紋是非常重要的。不銹鋼型材有很多類型,根據制作工藝可分為:不銹鋼冷軋板(卷)、不銹鋼熱軋板(卷)、船用不銹鋼、裝飾不銹鋼等。不銹鋼型材是應用廣泛的鋼材,工藝精湛,在各行業發揮重要作用。
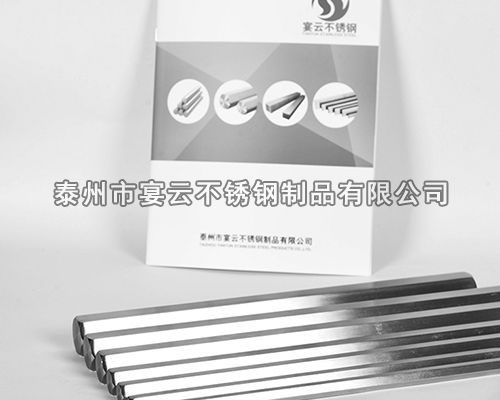
冷加工對機械性能的影響:鋼的成形性能極大地取決于材料在冷加工時其屈服強度達到極限抗拉強度時的速率。不銹鋼價格屈服強度和極限抗拉強度曲線帶之間的縮小說明成形是被限制的。曲線帶之間的縮小顯示,大部分屈服強度可以一直使用,任何進一步變形會導致破裂。303不銹鋼另外一方面,鋼加工性的增加顯示曲線帶卻沒有收斂,在相同冷加工變形量的情況下,這種材料它有極高的塑性,在成形過程中允許有嚴重的變形。


